
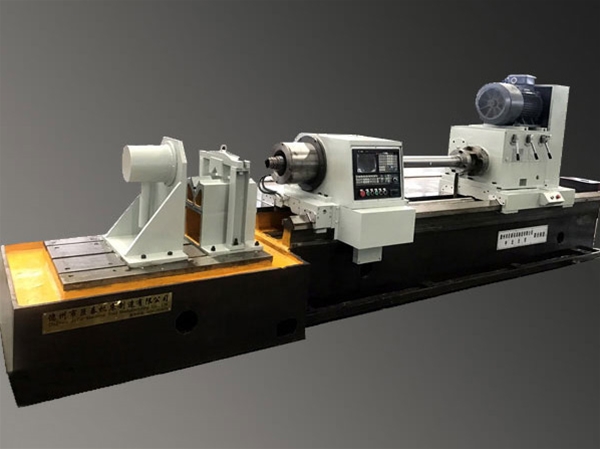
TK2120深孔钻镗床
一、 机床的基本工艺性能:
1.在该机床可完成内孔的钻、扩镗、加工。
2.加工时,工件固定、刀具旋转进给,切削冷却液通过授油器进入切削区冷却(工件不需要倒角)、润滑切削区并带走切屑。
3.钻孔时采用BTA内排屑的工艺方式。钻孔时采用授油器供给切削油,由钻杆内孔向后排屑,在机床尾端出屑。
4.根据加工工艺的需要,可安装钻、扩刀具旋转。工件装夹在工件平台上,提高加工效率,保证加工质量。
5.机床的加工精度:
钻孔时:孔径精度IT9-12.表面粗糙度:Ra6.3-12.5
粗镗时:孔径精度IT9-11。表面粗糙度:Ra6.3-12.5。
加工孔的直线度: 小于0.15/1000mm。
加工孔的出口偏斜: 小于0.5/1000mm。
6.机床的加工效率:
切削速度:根据刀具结构、材料和工件材质确定,一般在40-120m/min。
进给速度:根据加工情况确定,一般在20-100mm/min。
镗孔时最大加工余量:根据刀具结构、材料和工件情况确定,一般单边不大于8mm。
二、机床的基本技术参数:
|
项目名称 |
单 位 |
参数 |
|
钻孔直径范围 |
mm |
Ø40-Ø120 |
|
镗孔直径范围 |
mm |
Ø60-Ø200 |
|
镗孔最大深度 |
M |
1 |
|
中心高度(从平导轨至主轴中心) |
mm |
350 |
|
主轴箱主轴孔径 |
mm |
Ø75 |
|
主轴前端锥孔 |
Mm |
85 , 1:20 |
|
主轴转速范围、级数 |
r/min |
40~500 12级 |
|
主电机 |
Kw |
30 |
|
进给速度范围 |
mm/min |
5~300 12级 |
|
拖板快速移动速度 |
m/min |
2 |
|
工件夹持直径范围 |
mm |
Ø 150~700 |
|
方形工件夹持尺寸 |
mm |
150 - 700 |
|
进给电机 |
kW |
4.7 (交流伺服无级调速) |
|
拖板快速电机 |
kW |
3 |
|
冷却流量 |
L/min |
200 |
|
冷却压力 |
MPa |
2.5 |
|
冷却电机功率 |
Kw |
11 |
|
机床的外型尺寸 |
长2500mmx宽2200mmx高1800mm |
|
上一条:TK2150深孔钻镗床
下一条:无
联系人:王经理
手机:13583411374
电话:0534-2359978
地址:德州市陵城区边临镇